24小时咨询热线:13798313723
钢结构在生产过程中的精度控制技术是指通过科学的管理方法和先进的工艺手段对造船全过程进行尺寸精度控制和管理。本文介绍了宁波中银大厦在其钢结构件建造过程中精度控制的难点和要点,并提出精度控制解决技术,以期提高同类钢结构建质量,缩短建造周期。
建筑钢结构;精度;控制技术
钢结构建筑与传统的砖混钢筋建筑相比,由于其采用先进的设计和加工工艺以及大规模的生产方式,可以降低造价,安装也简单迅速。钢结构建筑重要通常仅相当于其设计承载能力的1/6,构件重量大大轻于刚劲混凝土构件,所以可节省大量的地基处理费用和吊装费用。由于钢结构建筑在破坏前有较大的变形,也易于察觉和躲避,由于其重量轻和节电力学的特性,钢结构建筑有良好的抗震性能。由于钢结构建筑可采用螺栓连接,只需不多的费用即可完成拆卸和易地组装,有很好的可移动性和美观性。总之,钢混结构建筑比传统的钢筋混凝土建筑更具有优越性。但是钢结构建筑由于相比传统钢筋混凝建筑,抗腐蚀性和耐火性较差,后期对于防护的工作,将有更大的需求。
正是由于以上特点,是我们在钢结构建筑制造阶段引入精度控制技术是很有必要的。
1、通过钢构件建造过程的精度控制,确保钢构件模块化快速生产,确保构件建造精度,可保障钢构建筑在施工安装过程中的简单高效;
2、通过钢构件建造过程的精度管理,探讨将精度管理模式从船舶建造领域向建筑钢结构领域的拓展应用模式,实现能耗降低,效率提升的管理模式;
3、通过钢构件安装过程的精度控制和安装初始数据库的建立,可明确钢构建筑初始结构数据,并通过定期监测,实现钢构建筑物变形情况,确保建筑结构安全使用;
4、通过钢构件和钢构建筑物的制造和施工数据管理,使钢构建筑的全生命周期的管理成为可能。
所以,我们在宁波中银大厦钢结构建造过程中采用了精度管理技术,是对于以上内容的实践尝试,事实证明,获得了很好的效果。由于篇幅关系,本文仅对钢构建造过程中的精度控制技术和精度管理过程进行简单介绍。

宁波中银钢结构项目位于宁波东部新城,计划总投资16.8亿元,总建筑面积约14.8万平方米,建筑高度250米,钢结构重量约1.1万吨。项目建成后,将与宁波环球航运广场在空间布局上构成“双塔”形态,成为宁波东部新城的地标性建筑。该建筑设计精美,呈螺旋式旋转状态。这种华美的“舞姿”是由千余根带有“扭曲”的钢构件共同创造的。
而这些“扭曲”的钢构件,给建造方带来了许多的不确定性,这也成为精度管理控制的要点。其钢构件制造过程中重点检测的牛腿有Y型、L型和皇冠主体牛腿。
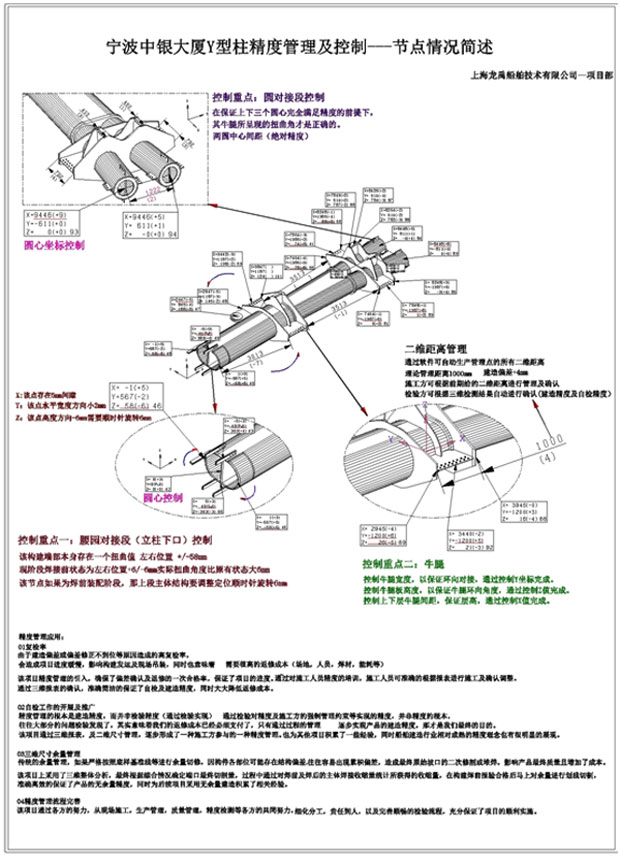
2.1、Y型牛腿精度控制要点:
该项目钢构件典型扭曲,单层48根立柱,其中Y型柱层30根。其纵向扭曲过渡,呈现大厦整体线型。单立柱牛腿环向角度过渡承接核心筒结构,如图。精度控制的要点在于将Y型柱的环向角度,纵向角度作为该项目的精度控制重点。
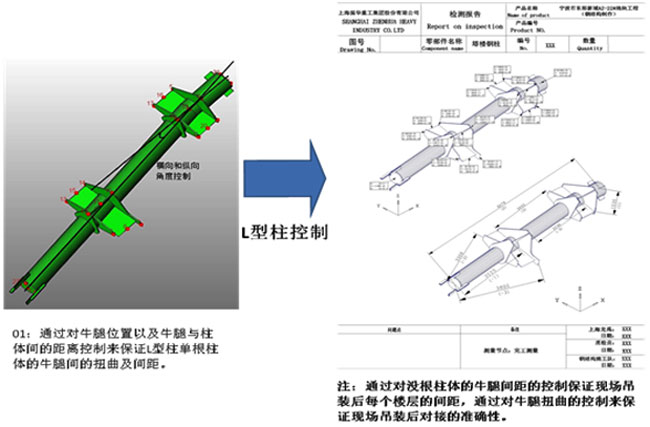
2.2、L型牛腿精度控制要点:
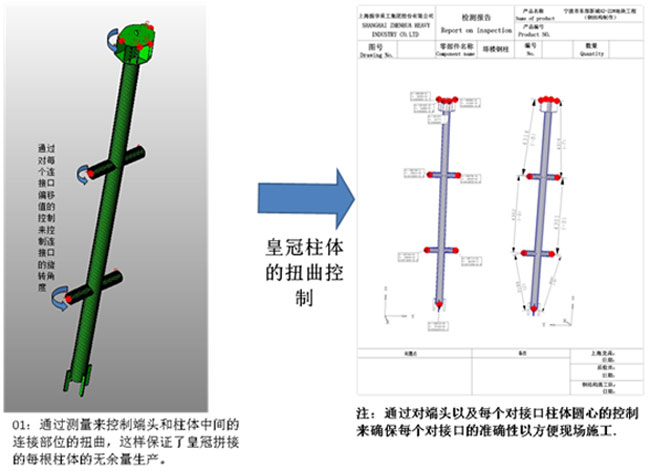
2.3.皇冠主体精度控制要点:
钢结构在建造过程中精度控制技术方案是建筑钢结构件的一个重要内容,也是钢结构件得以顺利进行的重要保证。由于带有弧度的钢构件很难为现场制造人员所理解、吸收和消化,需要更过的准备和培训工作,才能实现建造精度。根据该项目,精度控制技术主要包括以下内容:
3.1、基准线设计技术:
为了更好的保证钢构件整体精度和重要结构拼装精度,在钢构件建造的各个阶段,除了制作地样线外,在重要的结构上,对每个钢构件标示了基准线,便于后续检查。有效保证了构件建造过程的参考,以及后期拼装的参考。
3.2、初期余量管理技术:
传统的余量管理,一般是严格按照地样基准线等进行余量切割。因构建各部位可能存在结构偏差,往往容易出现累计偏差,造成最终原始坡口的二次修割或者堆焊,影响产品最终质量且增加了成本。
该项目上采用了三维整体分析,最终根据综合情况确定最终修割量。过程中通过对焊前及焊后的主体焊接收缩量统计所获得的收缩量,在构件焊前报验合格后马上对余量进行划线切割,准确高效地保证了无余量精度,同时为后续项目采用无余量减积累了经验。
3.3、数字化测量技术:
该项目实行数字化三维检测,辅佐以精度管理流程实施,实现精度控制,其过程为通过全站仪可直接的大噢现场分段主要管理点相对坐标,通过坐标转换可实现物方坐标与钢构设计坐标的匹配并得到现场数据和理论数据的偏差,由此知道现场作业并实现测量、分析作业的数字化,大大减轻了作业现场工作量,提高了测量效率及测量数据的准确性和可靠性。
传统方法检测及控制情况情况简述:通过地样线,通过激光经纬仪保证角度,通过水准控制测量,保证牛腿装配角度,通过地样进行最终的余量切修。这种简单有效的方法在钢结构制造领域颇为通用。存在着一系列有待改善的问题:
1、分解测量,纯在累积偏差,精度相对难以保证;
2、对地样线依赖性强,翻身焊接后必须精准复位方可进行检测,胎位有限,影响进度。
3、施工方根据施工节点剖视图进行装配及检验,容易出现镜像错装。
现有方法通过全站仪对构件进行数据采集,转站测量实现快速三维整体检测,原始数据及最终提交完工报告将全部实施三维立体数据报表。可实现多根构件同时批量检测:在该项目上最多同区域实现过5根四站同时检测完成,后续数据单根处理。大大的提高了检测精度及效率保证生产进度。检测结束后进行点位与模型的精度分析出具检测报告,进行结构调整或余量切修。同时在检测前出具二维检测报表,施工方可进行二维确认,保证建造精度降低返修成本,提高建造效率。
3.4、模拟预拼技术:
为了确保构件在运输往安装地前,确保构件能顺利实现拼装,保证施工方的安装周期,在发运前,实施对构件的模拟拼装工作。其主要考察相邻构件之间的吻合度,以及和设计理论值之间的差异度。以数字化测量为前提,通过虚拟技术和人工干预的应用,在电脑中将多个相邻构件进行模拟演示并分析得出有效的模拟预拼方案,在确保精度的情况下,指导现场吊装的一次定位完成。
随着国内人口老龄化,重工业劳动力年轻化的社会发展趋势,重工领域很快将面临劳动力相对不足的情况。同时国内钢构企业同质化竞争激烈,利润微薄,而另一方面,现场施工外包队伍理念落后,效率低下,浪费严重。在这种情况下,实现标准化,降低成本,提高效率,甚至是自动化的工作,是每个重工制造企业必须勇敢面对的机遇和挑战。这也为钢结构制造领域,在钢结构建造过程中逐步实现精度管理带来了发展的契机。宁波中银大厦这个项目,是振华重工实施现场管理的尝试,并取得了一定的成功,为探索振华的精度管理模式带来的启发。
4.1、复检率的建立
所谓复检率是指重复检查的概率。由于建造偏差或偏差修正不到位等原因倒成高复检率,高复检率会造成项目进度缓慢,影响构件发运及现场吊装,同时也以为着巨大的浪费:包括场地占用、人员占用、焊材浪费、能耗浪费;意味着成本的无形增加和利润的大幅度损失。本项目通过建立复查率,评判各建造团队的学习力和经济性。
4.2、自检工作的开展和推广
精度管理的根本是建造精度,而并非检验精度。通过检验对精度及施工方的强制管理,是被动的精度管理,是不够的。往往大部分的问题,通过检验发现了,已经意味着返修的成本已经支付,浪费已经产生,利润已经丢失。只有通过过程的管理,防范于未然,逐步实现钢结构件产品的建造精度,才是精度的最终目标。在该项目中,通过三维报表结合二维尺寸管理,逐步形成了一种由施工方参与的精度管理模式。而这种管理模式,即“人人自省,防范于未然”的管理模式,使得后来的钢构件的制造速度大幅度提升,以致于整个项目周期缩短数月之久。
4.3、精度管理流程初步建立
正是在以上两点的支撑上,该项目通过各方的努力,从现场施工、生产管理、质量管理,精度检测等各个方面,细化分工、责任到人,形成了较为完善顺畅的检验流程,充分保证了项目的顺利进行。
通过建造方,检测方,生产管理方的全力配合,有效的保证了该项目作为复杂结构的空间对接精度,从Y型柱向上所有构件宁波现场吊装无任何重大问题(总数在1000根以上),是该产品精度质量上的确切保证,同时现场也逐步开展起了自检工作及调整前数据确认工作,为后续同类型项目的精度管理应用积累了丰富的实战经验。在钢结构件制造领域,三维精度检测和精度管理还刚刚起步,任重而道远。
服务热线